多層陶瓷電容器(MLCC)因其體積小、容量大、穩定性好等優點,在當今電子設備中應用極為廣泛,尤其是在各類印刷電路板組件(PCBA)方案板上。MLCC作為一種脆性陶瓷元件,在PCBA的組裝、測試和使用過程中,極易受到機械應力(如彎曲、扭曲、沖擊)和熱應力的影響,導致內部產生微裂紋。這些微裂紋初期可能不影響電氣性能,但會隨著時間推移和環境變化(如溫度循環、振動)而擴展,最終引發電容失效,如短路、容值下降或完全開路,嚴重影響整個電子產品的可靠性和壽命。因此,對MLCC進行應力測試,并在PCBA設計、制造和組裝環節采取預防措施,已成為保證產品質量的關鍵環節。
MLCC應力測試的核心應用
- 工藝評估與優化:應力測試用于評估PCBA組裝過程中的潛在高風險步驟,如分板(V-cut或銑刀切割)、連接器插拔、螺絲緊固、板卡在夾具中的彎曲等。通過量化這些步驟施加在MLCC上的應力,可以優化工藝參數(如分板速度、支撐位置)、改進工具設計或調整操作順序,以將應力降至安全閾值以下。
- 設計驗證與指導:在PCBA布局設計階段,應力測試數據可以指導工程師規避高風險設計。關鍵原則包括:避免將MLCC(尤其是大尺寸、高容量型號)放置在板邊、連接器附近、螺絲孔周圍或預計會發生較大彎曲的區域;確保MLCC的安裝方向與可能發生的板彎曲方向平行(即長邊垂直于彎曲軸);對于BGA等大型器件下方區域也需謹慎布局。
- 來料與可靠性檢驗:對PCBA成品或半成品進行定期的應力測試抽查,可以作為質量控制的一部分,驗證生產工藝的穩定性和一致性。在可靠性測試(如溫度循環、機械振動測試)前后進行應力對比分析,可以評估產品在壽命周期內抗應力損傷的能力。
- 失效分析:當PCBA上的MLCC出現失效時,應力測試是重要的分析工具之一。通過復現組裝或使用環境,并監測應力變化,可以幫助定位導致失效的具體應力來源,為問題根因分析提供直接證據。
PCBA方案板應力測試案例分析
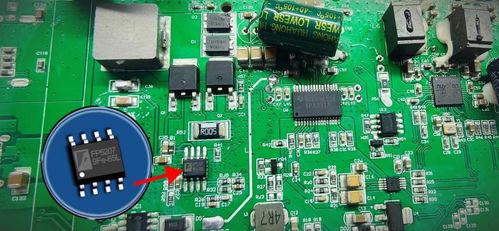
案例背景:某公司一款新型網絡通信設備的主控PCBA在量產初期,發現小比例產品在高溫老化測試后出現功能異常,經分析確定為板上一顆1210封裝的10μF MLCC短路失效。該電容位于板邊附近,為電源濾波電容。
分析與測試過程:
- 初步排查:排除來料和焊接質量問題后,懷疑與PCBA組裝過程中的機械應力有關。重點關注了拼板分板(V-cut方式)和板卡安裝入金屬機箱的擰螺絲步驟。
- 應力測試實施:
- 工具:使用高精度應變片,粘貼在失效電容位置的PCB背面(對應區域),連接到應變儀。
* 測試步驟:
a. 分板過程模擬:將拼板固定在標準分板機上,執行V-cut分板,記錄整個過程中PCB產生的微應變(με)。
b. 組裝過程模擬:將分板后的單板模擬安裝到機箱,按順序擰緊固定螺絲,記錄應變變化。
c. 彎曲測試:對單板進行三點彎曲測試,確定其彎曲剛度及MLCC位置的實際抗彎能力。
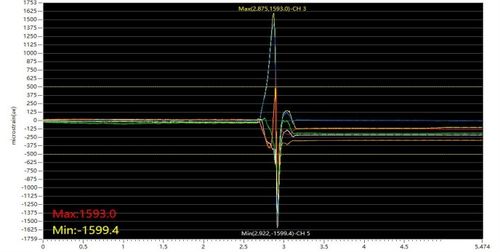
- 測試結果:數據顯示,在分板過程中,板邊區域(電容所在處)產生了接近900με的拉伸應變,而該型號MLCC制造商推薦的允許極限應變約為800με。擰螺絲步驟中,由于機箱公差和安裝順序問題,導致局部變形,疊加了約200με的應變。
- 根本原因:分板工藝產生的機械應力是導致MLCC產生微裂紋的主要因素,后續的組裝應力和高溫老化測試加速了裂紋擴展,最終導致短路失效。
解決方案與優化:
- 工藝改進:將分板方式從V-cut改為銑刀切割(Routing),并在切割路徑上優化,使切割路徑遠離該MLCC至少5mm。改進后測試顯示,該位置應變降至300με以下。
- 設計優化:在下一代PCBA改版中,將此關鍵濾波電容從板邊移至靠近板中心、且靠近電源芯片的位置,同時改用兩個0603封裝的小容量電容并聯替代原來的單個1210封裝電容,以分散風險并降低單個元件對應力的敏感性。
- 操作規范:制定并培訓標準的機箱安裝螺絲擰緊順序(如從中心向四周對角線擰緊),以均衡壓力,減少板卡扭曲。
案例:
本案例清晰展示了MLCC應力測試在解決實際PCBA可靠性問題中的價值。它不僅是“事后調查”工具,更是“事前預防”的關鍵。通過將定量化的應力測試融入PCBA方案板的開發與制造流程,企業能夠主動識別風險點,優化設計和工藝,從而顯著提升產品的長期可靠性和市場競爭力。對于涉及高可靠性要求的汽車電子、工業控制、通信設備等領域,建立系統的MLCC應力管理與測試體系,已成為行業最佳實踐不可或缺的一部分。